

联系我们

当前位置:
聊城 航萧管件有限公司 >
临武当地行业新闻
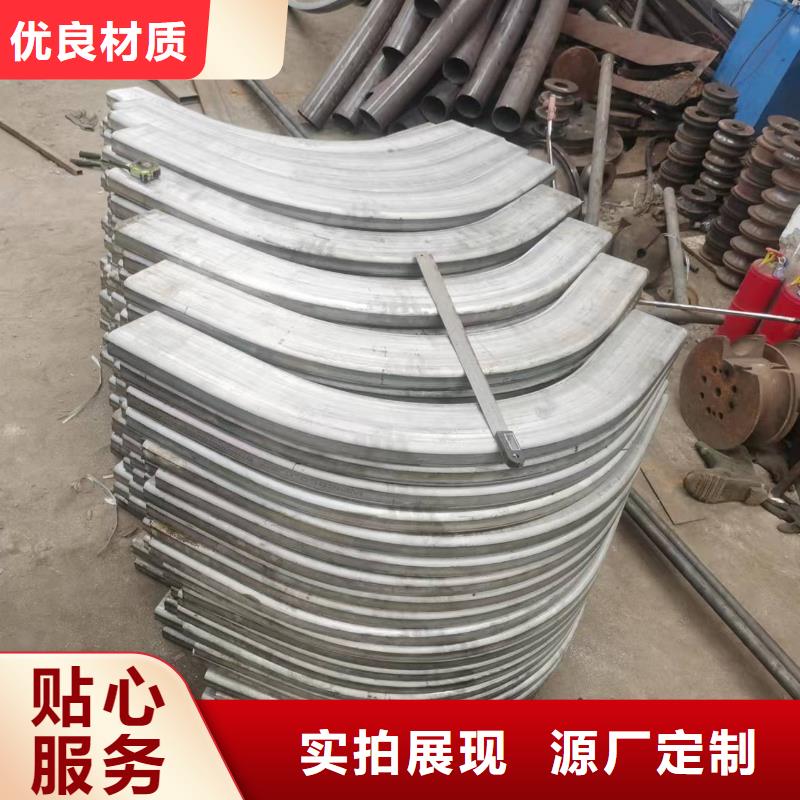
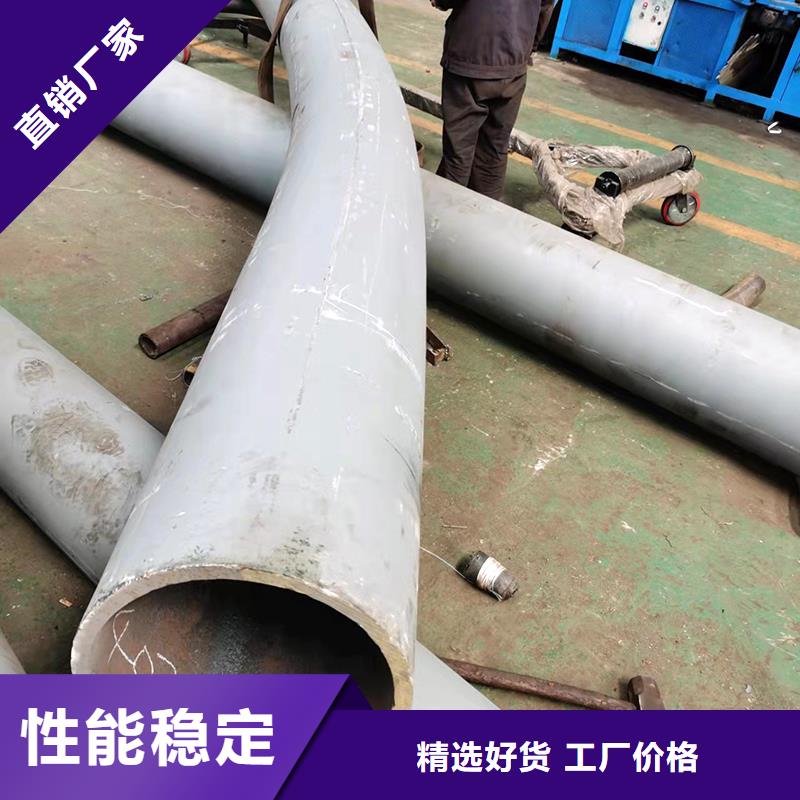
弯管生产型
更新时间:2025-04-23 01:33:56 浏览次数:2 公司名称:聊城 航萧管件有限公司
以下是: 弯管生产型的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是: 弯管生产型的图文视频



在郴州市临武县采购 弯管生产型请认准航萧管件有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:宋经理-17306359888,QQ:46564996,地址:聊城经济开发区崂山路物流院内发货到湖南省 郴州市 临武县、北湖区、苏仙区、桂阳县、宜章县、永兴县、嘉禾县、汝城县、桂东县、安仁县、资兴市)。 湖北省,郴州市,临武县 临武县,隶属湖南省郴州市,地处湖南省南部,南岭山脉东段北麓,东部和东南部与宜章县为邻,南部与广东省连州市接壤,西南部与蓝山县相靠,西北部与嘉禾县毗连,北部与桂阳县交界,东北部与北湖区相接。 临武是湘南置县历史悠久县之一,战国时期设临武邑,汉高祖五年(公元前202年)建县。县域面积1383.06平方公里。根据第七次人口普查数据,截至2020年11月1日零时,临武县常住人口322987人。临武县总面积1383平方千米,截至2019年末,临武县下辖13个乡镇。
不要犹豫,点击播放我们的 弯管生产型产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是: 弯管生产型的图文介绍

在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!


全自动弯管机实际是怎么操作的? 大家知道全自动弯管机实际是怎么操作的吗?不知道的现在可以来了解一下! 1、全自动弯管机主要适合应用在激光切割稍微厚一点的产品工件方面。选中“切厚挑选”开关部位。 2、将割炬滚轴卸掉后,割炬与全自动切管机机连接牢固,任意配件中准备有连接件。 3、连接好机器的开关电源,按照产品的外形,安裝好滑轨或半经杆(如果是直线切割用滑轨,若是要切割圆或弧形,可以使用半经杆)。 4、将割炬的电源插头拨下,换成摇控电源插头(任意配件中常备)。 5、按照工件的薄厚,调节适合的走动速率,且把机器里的“倒”、“顺”开关放在切割的方向。 6、把喷头和工件中间的间距调节成3到8毫米,然后把喷头中间调节成工件割缝的起止条上。 7、打开摇控开关,切穿工件后,打开机器的电源总开关,就可以切割了。




航萧管件有限公司视客户为长期伙伴,共同发展,只重信誉,不挑客户,当客户有需要时,为客户提供个性化定制 郴州临武O型弯管、顾问式服务:售前支持、售中和售后为客户降低成本、节省时间和优化 郴州临武O型弯管产品。


你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。




联系人:宋经理,电话:17306359888,航萧管件有限公司在郴州市临武县本地专业从事 弯管生产型,郴州市临武县各个县市以及周边城市均可提供送货上门服务!